welcome to visit us
The energy-saving ball mill is an important ball mill in a hematite ball mill, which is carried out by mounting the grid plate in front of the hollow axis. The baffle is usually composed of eight parts and is screwed onto the end cap of the ball mill. The radial shape of the rib is placed outside of the separator. These ribs increase the material that has passed through the partition, and is discharged by the hollow journal due to the rotation of the hematite mill. The grid used as a grid is made of special steel (manganese steel, high carbon steel or hardening tool steel with some chromium). The cross section of the strip gradually narrows toward the discharge direction, thereby preventing the grid from being blocked. According to the operating conditions of the hematite mill, the distance between the rods varies between 4.5 and 10 mm. The opening area of the grille is approximately 9 times that of the discharge port area of the hollow journal. In another structure of the hazel mine mill, the discharge diaphragm is assembled into a slurry in the working space of the energy-saving ball mill to maintain a certain level. This level depends on the nature and polishing conditions of the ore. The energy-saving ball mill is an important ball mill in a hematite ball mill, which is carried out by mounting the grid plate in front of the hollow axis. The baffle is usually composed of eight parts and is screwed onto the end cap of the ball mill.
Energy-saving ball mill trial operation is generally divided into three stages: single air mushroom test run, no-load linkage trial operation and load linkage.
1. Single-machine dry mill test operation is a dry milling operation means that there is no grinding machine (ball, segment, rod, etc.) and no material grinding machine. It is generally divided into the following three steps: (1) Main motor debugging 4 hours, (2) The main motor is measured for 8 hours; (3) Energy-saving ball mill main motor is equipped with reducer, no-load mill 24 hours test . Thus, the tooth surface and pinion of the main bearing can be fused. Improve mechanical efficiency. Some factories are eager to produce, and they are not willing to carry out 24-hour continuous no-load tests, but in any case, it should be empty 8 to 16 hours, otherwise it may bring trouble to future normal production. In a single dry wear test, the following requirements should be met: (1) All lubricants are properly lubricated, no oilpage;
 API ultrafine pulverization production line for a pharmaceutical company in Guangdong
API ultrafine pulverization production line for a pharmaceutical company in Guangdong
 A Mining Group in Shandong Province: New Tin Powder Production Line
A Mining Group in Shandong Province: New Tin Powder Production Line
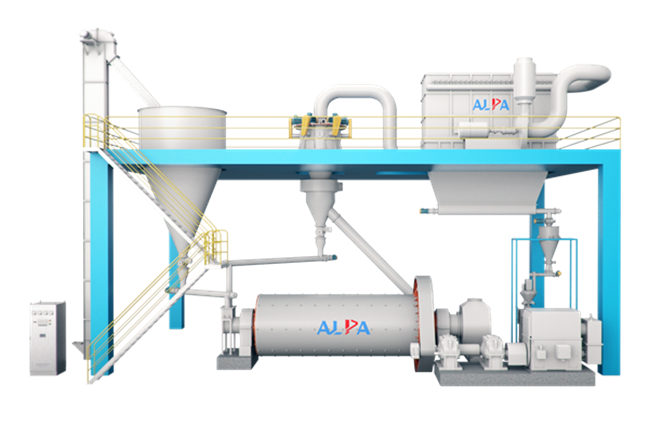
 A heavy calcium carbonate ball milling and grading + modification production line in a mineral facto
A heavy calcium carbonate ball milling and grading + modification production line in a mineral facto
 Quartz powder ball mill and air classifier production line in a mineral factory in Shandong
Quartz powder ball mill and air classifier production line in a mineral factory in Shandong
 3M new material factory: Resin grinding mill production line
3M new material factory: Resin grinding mill production line