welcome to visit us
Before installing a large gear in the ball mill, the pre-installed gear is cleaned inside. Cleaning large gears and cylinders, especially the gear section, and the gear combined with the barrel. The installation of the large gear first, first consider the lifting, in place, and the hole, first lift the half gear, the upper portion is fastened to the drum, and the control of the tubular flange hole and assembly. Printing, transfer the cylinder to the corresponding part, when the hole is opposed to the rotor flange, first align the assembly mark, enter the positioning pin, penetrate all bolts, and tighten one for every three times (not too tight), The rest can be tightened by hand. After the half-chuck gear is complete, the rotating cartridge makes the half-chip gear in the lower portion, according to the assembly marker, and the three sets of 8 to 10 sleeve after bolt, it is suitable for tightening the tapered bolt hole at both sides.
Optional is aligned. When installing a cone pin bolt according to the large gear map, when the cone pin bolt is mounted, first use white lead to apply the inside and outside cylindrical portion of the slit, put into the positioning hole, insert the tapered positioning bolt into the sewing jack, with copper The rod and the hammer are tightened, and after the flat pad and nut are used to tighten it. Checking the two half-gear misplaced deviation is less than or equal to 0.1 mm. Hot interface fastening bolts. First try the nuts on both ends of the bolt, reach the degree of hand-flexible rotation, then screw a nut and gasket at one end, and its position should be the position after installation. The bolt is vertically on the ground, and the thermometer of the screw center hole is inserted into the bolt, and the bolt is heated with the balloon, while slowly rotating the bolt, so that the heat is uniform. The bolt was heated to 160 ° C (at which time the bolt length should be stretched by about 0.15%), then quickly inserted into the bolt hole, screw the gasket and the nut to tighten the wrench. In order to make the two half gears shrink uniform, the four bolts should be installed in the order of the diagonal.
After all installation cool to the ambient temperature, the combined surface is checked with the corresponding thickness plug according to the drawings, and must not be inserted 20 mm. Thread all large gears and cylinders, end cap connecting bolts, using large gears to adjust the race-directional position, so that the distance between the gear flange inner ring and the outer ring of the cylinder flange, after assembly The large gear radial jump does not exceed 0.7 mm, and the axial swing does not exceed 0.7 mm. After the test is passed, all connect bolts are tightened, and the torque value is visually drawn. The flanged end face of the large gear should be fitted with the end surface of the cylinder, and the gap is inspected with a 0.03 mm plug, which is not allowed to insert.
 API ultrafine pulverization production line for a pharmaceutical company in Guangdong
API ultrafine pulverization production line for a pharmaceutical company in Guangdong
 A Mining Group in Shandong Province: New Tin Powder Production Line
A Mining Group in Shandong Province: New Tin Powder Production Line
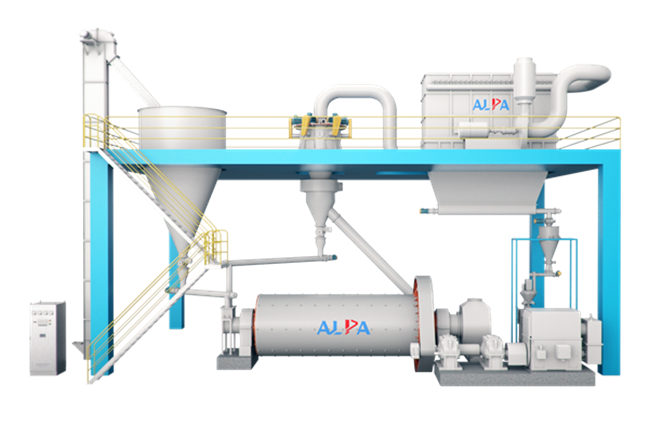
 A heavy calcium carbonate ball milling and grading + modification production line in a mineral facto
A heavy calcium carbonate ball milling and grading + modification production line in a mineral facto
 Quartz powder ball mill and air classifier production line in a mineral factory in Shandong
Quartz powder ball mill and air classifier production line in a mineral factory in Shandong
 3M new material factory: Resin grinding mill production line
3M new material factory: Resin grinding mill production line