welcome to visit us
At present, my country's deep ditch sealing ball bearings are almost the same, and the vibration and noise level of such products in my country is far from foreign products, main causes are manufacturing and conditional factors. Impact. Ball mills are considered from the bearing industry, and the working factors can be resolved for the host, and how to reduce the vibration and noise caused by the manufacturer is a problem that must be solved by the bearing industry.

A large number of experiments at home and abroad showed that the maintenance rack, ferrule, and steel balls have different degrees of influence on bearing vibrations, of which steel ball processing quality pair The impact is the most obvious, followed by the processing quality of the ferrule, the main influencing factor is the roundness, corrugation, surface roughness, surface bumps, etc. of the steel ball and the ferrule.
The most prominent problem of China's ball mill steel ball products is that the vibration value is discrete large, surface defects (single point, group point, pits, etc.), despite surface roughness, size, shape, error is not less than The horizontal level is high, but the bearing vibration value is high, and even abone exhale. The main problem is that there is no control (no standard, no suitable test analysis instrument), indicating the difference in vibration resistance, grinding wheel, grinding disc, cooling There is a problem in the liquid and process parameters; on the other hand, it is necessary to improve management levels to avoid hopping, scratching, burns, etc.For the ferrule, it affects the vibration of the bearing and the channel corrugation and surface roughness. For example, when the internal and medium-sized deep groove ball bearing is greater than 2 μm, the bearing vibration will have a significant effect on the bearing vibration. When the internal and external channel wave cream is greater than 0.7 μm, the bearing vibration value increases with the wave crection, and the channel is severely smoothed. The vibration can rise up to 4 dB or even an abnormal sound.
Whether it is steel ball or a ferrule, the band is produced in grinding processing, although superfine can improve the corrugation and reduce the roughness, the most fundamental measures are to reduce the grinding super-fine process. Waveling, avoiding randomness, mainly two measures:
First, the vibration of the rolling surface grinding is superficial, the ball mill obtains good surface processing shape accuracy and surface lineage quality to reduce vibration, The sharpening machinery must have good vibration resistance, and the bed, etc. has an enhancement property, and the oil stone oscillation system of the super-fine machine has a goodAnti-vibration performance; improved grinding speed, foreign grinding 6202 external rollerway generally adopts 60,000 electric spindles, grinding speeds of 60m / s, and the domestic is much lower, mainly due to the main shaft and main bearing performance. When high-speed grinding, the grinding force is small, the grinding is thin, and it is not easy to burn, and the machining accuracy and efficiency can be improved. The low noise ball bearing is very affected; the spindle rustic stiffness and its speed characteristics pair low noise ball bearings The grinding vibration has a large influence, the higher the stiffness, the less sensitive variation of the grinding force, the smaller the grinding system; improve the spindle bearing rigidity, use the rapid balance technology, improve the grinding spindle Sex. Foreign grinding vibration speed (such as Gamfior) is about one-tenth of the general spindle in China; the ball mill improves the cutting performance of the grinding wheel and the need to trim quality. my country's main problem is that the main problem of grinding wheel is poor in organizational structure. It has seriously affects the quality of low noise ball bearing bars; sufficient cooling, improves filtration accuracy; improve the feed resolution of the system, reduce the feed inertia; reasonable grinding overter Process parameters and processing processes are unneaptable factors. The grinding is small, and the shape tolerance is strict. The outer and medium-sized ball bearing outer diameters should not be used to use hyperpriper, and the crude grinding is unable to separate to ensure good surface quality.
The second is to improve the accuracy of the processing benchmark surface, reduce the error of the error in the milling overtime processing, and the end face is the positioning reference in the process of the abrasive overspeaking process. The error of the outer diameter to the channel super-fine is reflected by the outer diameter pair of trench, and the trench is completed by the error of the ditch. If the workpiece generates bumps during the transfer, it will be directly recited to the surface of the raceway, and the ball mill affects the bearing vibration. Therefore, the following measures must be taken: increase the shape accuracy of the positioning reference surface; the transfer is smooth, no hike; the blanks remain the image error cannot be too large, especially when the amount is small, the excessive error can cause final grinding and super fine The shape accuracy has not improved to the final quality requirements, which seriously affects the consistency of processing quality.
 API ultrafine pulverization production line for a pharmaceutical company in Guangdong
API ultrafine pulverization production line for a pharmaceutical company in Guangdong
 A Mining Group in Shandong Province: New Tin Powder Production Line
A Mining Group in Shandong Province: New Tin Powder Production Line
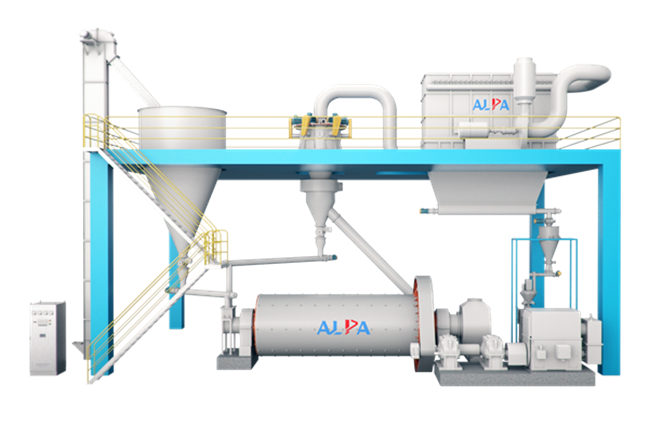
 A heavy calcium carbonate ball milling and grading + modification production line in a mineral facto
A heavy calcium carbonate ball milling and grading + modification production line in a mineral facto
 Quartz powder ball mill and air classifier production line in a mineral factory in Shandong
Quartz powder ball mill and air classifier production line in a mineral factory in Shandong
 3M new material factory: Resin grinding mill production line
3M new material factory: Resin grinding mill production line